스프링 다이




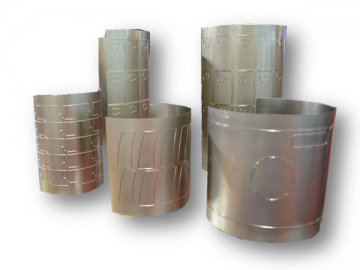



스프링 다이는 실제로 회전식 다이의 한 유형이며 분할 회전식 다이로 간주 될 수 있습니다. 마그네틱 실린더와 함께 사용해야합니다. 마그네틱 실린더 때문에 스프링 실린더 표면에 밀착되고 회전식 다이 커팅기를 실현하기 위해 함께 회전합니다.
다른 회전식 다이 제품에 비해, 스피링 다이는 생산주기가 짧고 비용이 저렴합니다. 소량 생산에 적합하며 라벨 인쇄 업계에서 폭 넓은 응용 분야를 찾습니다. 부동한 고객의 요구에 따라 3 종류의 스프링 다이가 제공됩니다. 두께는 0.4 ~ 1.8mm까지 맞춤화 설정할 수 있습니다.
스프링 다이의 표준 (HRC50)| 스프링 다이 | 에칭 다이 | |
| 다이 높이 | 0.3-1.2 | 0.5-2.0 |
| 블레이드 높이 | 0.19-1.09 | 0.3-1.8 |
| 베이스 플레이트의 두께 | 0.11-0.18 | 0.2-0.5 |
| 블레이드 앵글 | 50° -90° | 40° -80° |
| 최소. 간격 | 0.8 | 1.0 |
| 최소. 둥근 각 | 0.2 | 0.25 |
| 최소. 비스듬한 각 | 0.4 | 0.5 |
| 최소. 톱니 모양의 나이프 | 0.2:0.2 | 0.2:0.2 |
| 스프링 다이 맞춤화를 위해서는 자성 쉘 직경, 실린더 직경, 실린더 폭 및 재료 샘플과 같은 매개 변수를 제공해야 합니다. 마그네틱 드럼을 사용자 정의하려면 실린더 설계도 또는 브랜드 및 모델, 드럼 간격을 제공해야합니다. | ||
| 마그네틱 실린더의 간격 | 베이스 플레이트의 두께 | 블레이드 높이 | 블레이드 앵글 | 재료 두께 | 재료 유형 | ||
| 0.48 | 0.11-0.18 | ≤ 0.37 | 30~90 | ≤ 0.22 | 코팅지, 그라 핀지, 합성 종이, 크라프트지, PE, PET, PVC, PP 등 | ||
| 0.58 | 0.11-0.18 | ≤ 0.47 | 30~90 | ≤ 0.28 | |||
| 0.8 | 0.11-0.18 | ≤ 0.69 | 30~90 | ≤ 0.41 | |||
| 1.0 | 0.11-0.18 | ≤ 0.89 | 30~90 | ≤ 0.60 | |||
| 1.2 | 0.11-0.18 | ≤ 1.09 | 30~90 | ≤ 0.72 | |||
다양한 유형의 스프링 다이
안티 - 스틱 다이
표면에 특수 접착 방지 처리가되어 있는 이 유형의 스프링 다이는 접착제 또는 접착제가 있는 제품을 커팅하는 데 적합합니다. 이 제품의 접착 방지 특성은 깨끗한 커팅 품질을 보장합니다. 또한, 접착 방지 고정 방지 다이는 산성 용액, 알칼리성 용액 및 유기 용액에 대한 우수한 내성을 나타낸다.
코팅 된 다이
표면 코팅은 골든 황색이며 고온과 마모에 강합니다. 따라서 수명이 현저하게 향상됩니다
경화 다이
경화 과정을 거치면서 다이는 경도, 내마모성, 내식성, 고온 내구성 및 서비스 수명이 크게 향상되었습니다. 또한 다이 센터는 여전히 강인성을 유지하며 다이 정밀도에 영향을 미치지 않습니다.
중요 주의사항
각각 사용 후,가요 성 다이는 완전히 청소되어야합니다. 잉크 및 표면의 접착제는 제거해야 합니다. 코팅이 존재하기 때문에, 보통의 상황에서는 유연한 다이가 녹슬지 않습니다. 그러나 표면 코팅은 사용 중에 마모 될 수 있습니다. 따라서 방청유를 분사하고 정화 작업 후에 조심스럽게 포장하는 것이 좋습니다.
사용 전
1.스프링 다이가 갑자기 튀어 나와 작업자에게 상해를 입히거나 칼날이 손상 될 염려가 있기 때문에 플렉시블 다이를 꺼내 필름을 조심스럽게 푸십시오.
2. 포장용 배럴의 라벨을 확인하여 플렉시블 다이가 주문한 것과 정확히 일치하는지 확인하십시오.
3. 돋보기를 사용하여 유연한 다이를 확인합니다. 모든 것이 정상이면 다음 단계로 넘어갑니다.
4. 표면에 먼지, 불순물이 없도록 먼지가 묻지 않는 천으로 마그네틱 표면을 청소해야 합니다. 표면이 녹슬거나 부러 지거나 부딪 치면 즉시 수리하여 정상적인 사용을 보장하십시오.
5. 스프링 다이의 양쪽면에 먼지가 없어야 합니다. 닦을 때 날을 다치게하지 마십시오. (먼지가 많은 천은 권장 됨)
6. 마그네틱 실린더 또는 유연한 다이가 깨끗하지 않은 경우. 불균일 한 커팅 및 불량 커팅 품질을 유발할 수 있습니다. 더 심하면, 스프링 다이는 폐기 될 것입니다.
설치
1. 워크 스테이션에 마그네틱 실린더를 설치 한 다음 플렉시블 다이를 장착하십시오.
2. 불순물이 없도록 실린더 셸과 하단 샤프트를 깨끗하게 유지하십시오.
3. 용지 공급 방향을 확인하십시오. 톱니 바퀴 측에 피드 방향을 나타내는 화살표가 있습니다.
4. 다이의 왼쪽 - 오른쪽 레지스터 선이 원통 표면의 선에 정렬되도록하십시오.
5. 천천히 실린더를 회전시키고 다이를 표면에 붙이십시오. 블레이드가 잘리지 않도록 주의 하십시오.
6. 부착 작업 후에는 플렉시블 다이 양단의 등록 라인을 확인하십시오. 그렇지 않다면 다이를 조정하거나 다시 부착하십시오.
용법
1. 처음 사용할 때 스프링 다이를 가볍게 누르고 커팅 품질에 따라 프레스 힘을 조절하십시오.
2. 다이을 조정할 때 칼날이 재료에 직접 부딪 치지 않도록하십시오. 칼날의 손상이 스프링 다이의 수명과 다이 커팅 품질에 영향을 줄 수 있습니다.
3. 잠시 사용 후 블레이드가 마모되어 높은 가압력이 필요합니다.
4. 심각한 블레이드 마모의 경우, 가압력이 최대 일 때 소재 스킵 또는 불균일 커팅 문제가 여전히 있습니다. 이 경우 사용자는 0.005-0.01mm 두께의 열전사 리본 (또는 PET 또는 스프레이 잉크)으로 된 한 층 또는 두 개의 레이어를 다이 뒷면에 붙일 수 있습니다.
5. 열 전사 리본 또는 PET를 붙이기 전에 다이 백스톱에 약간의 녹 방지 오일을 분사하십시오. 열전 사 리본 또는 PET를 약간 붙여서 부드럽게 합니다. 코팅 된 플렉시블 다이를 마그네틱 실린더 표면에 부착하고 여분의 필름 소재를 잘라냅니다. 또한 잉크 스프레이는 두께와 균등성에 주의하십시오.
6. 다이 사용을 끝내거나 조절해야 할 경우 특수 시트를 플렉시블 다이의 모서리에 넣고 시트를 엣지 중앙으로 밀어 넣고 다이의 한쪽면을 들어 올린 다음 다이가 꺼질 때까지 실린더를 돌립니다 . 다이를 분리 할 때는 조심스럽게 손을 블레이드에 잡으십시오.
저장
저장을 위해서는 대부분의 유형의 유연 다이 특히 작은 티스를 가진 다이를 말릴 필요가 있습니다. 따라서 스프링 다이는 대부분 종이 드럼으로 포장됩니다. 사용 후에는 다이 표면에 방청유를 뿌리고 플라스틱 백으로 다이를 포장하고 말려서 종이 드럼에 넣으십시오. 또는 플라스틱 백으로 다이를 포장하고 걸어 놓습니다.
1. 다이 사용 후 닦고 표면에 방청유 또는 윤활유를 뿌리십시오.
2. 종이 드럼을 건조하고 통풍이 잘되는 곳에 두어 다음 번에 정상적으로 다이를 사용할 수 있도록 하십시오.
3. 다이의 유지 관리와 마찬가지로 마그네틱 실린더는 윤활유를 뿌리고 거품을 감싸고 목재 케이스에 보관하고 건조하고 통풍이 잘되는 곳에 두어야 합니다
샘플














")
